سولڈرنگ ایلومینیم گھر میں ایک مشکل عمل ہے۔ پیچیدگی دھات کی خصوصیات کی وجہ سے ہے، جس کی وجہ سے ایلومینیم کے انفرادی حصوں کو دوسرے مادوں سے جوڑنا مشکل ہو جاتا ہے۔ ایلومینیم کو خصوصی طور پر تیار کردہ ٹیکنالوجیز کے مطابق جوڑنا ضروری ہے جو سولڈرنگ کے معیار کو یقینی بناتی ہے۔ اہم چیز ماسٹر کا تجربہ ہے، جو ایلومینیم سے بنے حصوں کو سولڈرنگ کے ذریعے جوڑتا ہے۔
مواد
کیوں ایلومینیم اچھی طرح سے ٹانکا نہیں لگاتا
بہت سے لوگوں نے گھر پر ایلومینیم کو ٹانکا لگانے کی کوشش کی ہے اور اچھی طرح سے سمجھا ہے: ٹانکا لگانا حصوں کی سطح پر نہیں رہنا چاہتا ہے۔ یہ دھات پر ایک مستحکم آکسائڈ فلم کی تشکیل کی وجہ سے ہے، جس میں ٹانکا لگانا مواد کم چپکتا ہے۔ گھر میں سولڈرنگ ایلومینیم کے طریقوں کو حفاظتی فلم کے خلاف جنگ میں کم کیا جاتا ہے.
معدنیات میں ایلومینیم آکسائیڈ کو کورنڈم کہتے ہیں۔ یہ شفاف کرسٹل پر مشتمل ہے، جو قیمتی پتھر ہیں۔کورنڈم کا رنگ مختلف ہوتا ہے، نجاست پر منحصر ہے: کرومیم سرخی مائل، نیلم - نیلا رنگ دیتا ہے۔ آکسائڈ فلم میں اعلی طاقت ہے اور اسے سولڈر نہیں کیا جاسکتا۔ اسے سطح سے ہٹا دینا چاہیے اور پھر حصوں کو ٹانکا لگانا شروع کر دینا چاہیے۔

آکسائڈ فلم کو کیسے ہٹایا جائے۔
فلم کو دھات کی سطح سے کئی طریقوں سے ہٹا دیا جاتا ہے، سب سے زیادہ مؤثر کیمیائی اور مکینیکل ہیں۔ دونوں طریقوں کے لیے بغیر ہوا کے ماحول کی ضرورت ہوتی ہے جس میں کام کرنے کے لیے آکسیجن نہ ہو۔
کیمیائی طریقہ الیکٹرولیسس کے ذریعے بلٹ کی سطح پر زنک یا تانبے کے جمع ہونے پر مبنی ہے۔ کاپر سلفیٹ سولڈرنگ کے لیے تیار کردہ جگہ پر مرتکز محلول کی شکل میں لگایا جاتا ہے۔ بیٹری کے منفی ٹرمینل یا دیگر پاور سورس کو دھات کے صاف حصے سے جوڑیں۔ تانبے کے تار کا ایک سرا مثبت ٹرمینل سے جڑا ہوا ہے، دوسرے کو ایلومینیم کی سطح پر محلول میں نیچے کر دیا گیا ہے۔ برقی تجزیہ کے نتیجے میں، تانبا یا زنک ایلومینیم پر ایک پتلی تہہ میں جمع ہوتا ہے اور اس پر مضبوطی سے قائم رہتا ہے۔ اب آپ ٹن کے ساتھ ایلومینیم کو ٹانکا لگا سکتے ہیں۔
آکسائیڈ کو ہٹانے کے لیے تیل کی فلم استعمال کی جاتی ہے۔ اس طریقہ کار کے لیے بہتر ہے کہ مصنوعی یا ٹرانسفارمر تیل لیں جس میں پانی کی مقدار کم ہو۔ دیگر قسم کے تیلوں کو + 150 ... + 200 ° C کے درجہ حرارت پر رکھنا ضروری ہے، پانی بخارات بن جائے گا۔ زیادہ درجہ حرارت پر، مواد پھٹنا شروع ہو جائے گا۔ پانی کی کمی کا تیل ایلومینیم کے حصے کی سطح پر لگایا جاتا ہے۔ سینڈ پیپر کے ساتھ، آپ کو آکسائیڈ کو ہٹانے کے لیے ایلومینیم کو لگائی گئی پرت کے نیچے رگڑنے کی ضرورت ہے۔
ایمری جلد کو اسکیلپل سے تبدیل کیا جاتا ہے، ایک سیر شدہ سولڈرنگ آئرن ٹپ یا فائل کے ساتھ رگڑے ہوئے کیل سے حاصل کردہ لوہے کے شیونگز۔ چپس کو تیل پر ڈالا جاتا ہے اور سولڈرنگ آئرن کی نوک کو سطح پر رگڑ کر آکسائیڈ کی تہہ کو چھیل دیا جاتا ہے۔ گرم ہوا کے جیٹ کے ساتھ بڑے حصے کو گرم کرنے کا مشورہ دیا جاتا ہے۔سولڈرنگ آئرن کے ساتھ سولڈر کو تیل کی بوندوں میں ڈبو کر سولڈرنگ کی جگہ پر رگڑ دیا جاتا ہے۔ سولڈرنگ کے بہتر عمل کے لیے، روزن یا دیگر بہاؤ شامل کیا جاتا ہے۔
acetylsalicylic یا orthophosphoric acid پر مبنی بہاؤ، بورک یا سوڈیم ایسڈ کے نمکیات ایلومینیم کے تاروں کو سولڈرنگ کے لیے بنائے گئے ہیں۔ Rosin شاذ و نادر ہی استعمال کیا جاتا ہے، یہ ایلومینیم کے معاملے میں غیر موثر ہے. فلوکس سولڈرنگ تاروں، برتنوں اور دیگر چیزوں کے لیے استعمال ہوتے ہیں۔
ایلومینیم بریزنگ کے لیے بہاؤ
بہاؤ بہت زیادہ فعال ہوتے ہیں، اس لیے سولڈرنگ کے بعد انہیں پانی اور الکلی کے محلول سے دھونا چاہیے۔ الکلی کا کردار بیکنگ سوڈا کے ذریعہ اچھی طرح سے انجام دیا جاتا ہے۔ الکلی کے بعد، جنکشن کو صاف پانی سے دھویا جاتا ہے۔ سانس کے اعضاء کو ان میں داخل ہونے والے بخارات سے محفوظ رکھا جانا چاہیے۔ وہ چپچپا جھلیوں کو خارش کر سکتے ہیں اور خون میں داخل ہو سکتے ہیں۔ ان میں سے سب سے عام کو انفرادی طور پر غور کرنے کی ضرورت ہے۔
روزن
روزن تمام بہاؤ میں سب سے زیادہ مطلوب ہے۔ یہ مختلف دھاتوں میں شامل ہونے پر استعمال ہوتا ہے۔ یہ صرف ہوا کی عدم موجودگی میں ایلومینیم پر کام کرتا ہے، اس لیے یہ شاذ و نادر ہی استعمال ہوتا ہے۔ روزن کے ساتھ کام کرنے میں زیادہ وقت صرف ہوتا ہے، کم کارکردگی۔ یہ بہاؤ پیشہ ور افراد کے لیے نہیں ہے، یہ ٹانکا لگا سکتا ہے، لیکن کنکشن کا معیار پائیدار نہیں ہے۔
پاؤڈر بہاؤ
ایلومینیم کو پاؤڈر فلکس کا استعمال کرتے ہوئے گیس برنر سے بریز کیا جاتا ہے۔ شعلے میں آکسیجن شامل کرنے کی سفارش نہیں کی جاتی ہے، یہ بہاؤ کی کارکردگی کو کم کرتا ہے۔ سب سے زیادہ عام بہاؤ:
- F-34A;
- بوریکس
- acetylsalicylic ایسڈ؛
- ٹانکا لگانا چربی.

F-34A ایک فعال بہاؤ ہے جس میں 50% پوٹاشیم کلورائیڈ، 32% لیتھیم کلورائیڈ، 10% سوڈیم فلورائیڈ اور 8% زنک کلورائیڈ ہوتا ہے۔ مرکب کیمیائی additives پر مشتمل سولڈر کے ساتھ استعمال کیا جاتا ہے.یہ ہائیگروسکوپک ہے اور پانی میں گھل جاتی ہے۔
بوریکس ایک پاؤڈر ہے جو 700 ° C پر پگھلتا ہے، پانی میں حل ہوتا ہے، اور سائٹرک ایسڈ کے آبی محلول سے دھویا جاتا ہے۔ کم قیمت میں فرق ہے۔
Acetylsalicylic ایسڈ اسپرین کی گولیوں کی شکل میں پایا جاتا ہے۔ سولڈرنگ آئرن سے گرم کرنے پر انسانی صحت کے لیے نقصان دہ بخارات خارج ہوتے ہیں جو ناک، آنکھوں اور سانس کے اعضاء کو جلا دیتے ہیں۔
سولڈر چربی پیرافین، امونیم کلورائد اور زنک، ڈیونائزڈ پانی پر مشتمل ہوتی ہے۔ پہلے سے گرم جگہوں کی اچھی سولڈرنگ جو ٹننگ کے عمل سے گزری ہے۔ ایلومینیم کے پرزوں کو سولڈرنگ کرنے کے بعد، بہاؤ کی باقیات کو دھونے کی سفارش کی جاتی ہے، ورنہ یہ دھات کے سنکنرن کا سبب بنتا ہے۔
مائع بہاؤ
ایک پتلی تہہ میں سولڈرنگ کی جگہ پر مائع بہاؤ لگایا جاتا ہے۔ سولڈرنگ آئرن کے ساتھ کام کرتے وقت، یہ جلتے ہوئے دھوئیں کے ساتھ تیزی سے بخارات بن جاتا ہے۔ Flux F-64 میں فلورائیڈز، ٹیٹراتھیلمونیم، سنکنرن روکنے والے اور آئنائزڈ پانی شامل ہیں۔ یہ آکسائڈ فلم کو اچھی طرح سے تباہ کرتا ہے اور ایلومینیم کے بڑے ورک پیس کو ٹانکا لگانے میں مدد کرتا ہے۔ یہ تانبے، ایلومینیم، جستی لوہے اور دیگر دھاتوں کو سولڈرنگ کرتے وقت استعمال کیا جاتا ہے۔
F-61 ٹرائیتھانولامین، امونیم فلوروبوریٹ اور زنک فلوروبوریٹ پر مشتمل ہے۔ 250 ° C تک درجہ حرارت پر ایلومینیم مرکبات کو ٹننگ اور سولڈرنگ کے لیے استعمال کیا جاتا ہے۔ Castolin Alutin 51 L کیڈیمیم، سیسہ اور 32% ٹن پر مشتمل ہے۔ 160 ° C سے زیادہ درجہ حرارت پر سب سے زیادہ مؤثر طریقے سے کام کرتا ہے۔
درج کردہ بہاؤ میں سے کوئی بھی ایلومینیم پین، مختلف سائز کے ایلومینیم خالی جگہوں کو سولڈرنگ کے ذریعے ڈیورالومین، ڈیورالومین (ڈیرالومین) خالی جگہوں کو جوڑنے میں مدد کرتا ہے۔
ایلومینیم سولڈرنگ کے لیے ٹانکا لگانا
سولڈرنگ ایلومینیم کے لیے ٹانکا لگانا زنک یا ایلومینیم کی بنیاد پر بنایا جاتا ہے۔مختلف خصوصیات کو حاصل کرنے کے لیے اس میں additives متعارف کرائے جاتے ہیں: پگھلنے کے مقام کو کم کرنے کے لیے، طاقت میں اضافہ کرنا۔ وہ امریکہ، جرمنی، فرانس، روس میں پیدا ہوتے ہیں۔ آئیے ان میں سے کچھ پر غور کریں۔
ایلومینیم کے لیے ایک عام اور بڑے پیمانے پر مشتہر سولڈر HTS 2000 ہے۔ اسے USA کی ایک کمپنی نے تیار کیا ہے۔ پریکٹس اس کی نزاکت کی گواہی دیتی ہے: سولڈرڈ حصے ہوا اور نمی کو گزرنے دیتے ہیں۔ یہ بہاؤ کے بغیر استعمال نہیں کیا جا سکتا.
زنک (97%) اور ایلومینیم (2%) پر مبنی Castolin 192FBK فرانس میں تیار کیا جاتا ہے۔ Castolin 1827 اور AluFlam-190 سولڈرز تیار کرتا ہے جو 280 ° C پر تانبے اور ایلومینیم کو بریز کرنے کے لیے ڈیزائن کیا گیا ہے۔

Castolin 192FBK ایک سولڈر ٹیوب ہے جس میں کور میں بہاؤ ہوتا ہے۔ یہ سلاخوں کی شکل میں تیار کیا جاتا ہے، جس میں سے 100 جی کی قیمت 100-150 روبل ہے۔ سولڈر چھوٹے سوراخ اور اچھی طرح سے دراڑیں.
چیمیٹ ایلومینیم 13 ایک سولڈر ہے جو 640°C اور اس سے اوپر کے حصوں کو ویلڈنگ کرتے وقت استعمال ہوتا ہے۔ یہ ایلومینیم (87٪) اور سلکان (13٪) پر مبنی ہے۔ سولڈر کا پگھلنے کا درجہ حرارت تقریبا 600 ° C ہے۔ یہ سلاخوں کی شکل میں تیار کیا جاتا ہے، جن میں سے فی 100 گرام 25 ٹکڑے ہوتے ہیں۔ 100 جی کی قیمت 500 روبل ہے۔ چیمیٹ ایلومینیم 13-UF نامی ایک قسم کی کھوکھلی ساخت ہوتی ہے اور اس کے کور میں بہاؤ ہوتا ہے۔ اس کی 12 سلاخوں کی قیمت، جس کا وزن 100 گرام ہے، 700 روبل ہے۔
ایلومینیم سولڈر گھریلو اداروں میں بھی تیار کیا جاتا ہے۔ ایک گیس برنر کے ساتھ سولڈرنگ کے لئے، برانڈ 34A کی ساخت کا استعمال کیا جاتا ہے. یہ 525 ° C کے درجہ حرارت پر پگھلتا ہے، سولڈر شدہ مرکب AMts، AM3M، AMg2 اچھی طرح سے۔ 100 جی کی قیمت 700 روبل ہے۔
گریڈ A میں 60% زنک، 36% ٹن اور 2% تانبا ہوتا ہے۔ 425 ° C پر پگھلتا ہے۔ 145 گرام وزنی سلاخوں میں تیار کیا جاتا ہے۔ ایک چھڑی کی قیمت 400 روبل ہے۔
SUPER A+ Novosibirsk میں تیار کیا گیا ہے اور HTS-2000 کا ایک اینالاگ ہے۔ یہ سپر ایف اے برانڈ کے گمبوئل کے ساتھ مل کر لگایا جاتا ہے۔ اس کی لاگت 800 روبل ہے۔ 100 جی کے لئےپگھلی ہوئی حالت میں یہ چپچپا ہو جاتا ہے، اسے برابر کرنے کے لیے سٹیل کے اوزار استعمال کرنے کی ضرورت ہے۔
کورڈ تار
ایلومینیم کے پرزوں کو ویلڈنگ کرتے وقت فلکسڈ تار کا استعمال کیا جاتا ہے، یہ سولڈرنگ کے لیے موزوں نہیں ہے۔ فلوکس کورڈ تار کے ساتھ گیس ٹارچ کے ساتھ ایلومینیم کی ویلڈنگ نہیں کی جاتی ہے۔ برقی مشین سے پرزوں کو ویلڈ کرنا بہتر ہے۔
کون سا سولڈرنگ آئرن موزوں ہے۔
کیا ٹانکا لگانا ہے، اس کے لیے کون سا ٹول درکار ہے - یہ سب سولڈرنگ ایریا پر منحصر ہے۔ ایلومینیم اور کاپر گرمی کو اچھی طرح سے چلاتے ہیں، لہذا آپ کو ایک طاقتور سولڈرنگ آئرن کی ضرورت ہے۔ 1000 cm² کے حصے کے رقبے کے ساتھ، سولڈرنگ آئرن کی طاقت 50-60 واٹ ہے۔ اکثر دو یا زیادہ حصوں کو سولڈر کیا جاتا ہے، ایسی صورت میں پاور 100 واٹ تک بڑھ جاتی ہے۔ جنکشن کو گرم کرتے وقت، کم طاقت کا سولڈرنگ آئرن مناسب ہے۔ ڈنک چوڑا منتخب کیا جاتا ہے، ایلومینیم آکسائیڈ فلم کو ہٹانے کے لیے اس پر نشانات بنائے جا سکتے ہیں۔
اس پر غور کرنے کی ضرورت ہے کہ سولڈرنگ آئرن کے ساتھ ایلومینیم کو کس طرح ٹانکا جائے۔ یہ آکسائڈ فلم اور ٹننگ کو ہٹانے کے بعد ایک اچھی طرح سے گرم آلے کے ساتھ کیا جاتا ہے، ٹانکا لگانا ٹن شدہ (خصوصی سولڈرز کا استعمال کرتے ہوئے ٹن کیا ہوا) علاقے پر اچھی طرح سے چپک جاتا ہے اور کوئی بھی سولڈرنگ آئرن موزوں ہے۔
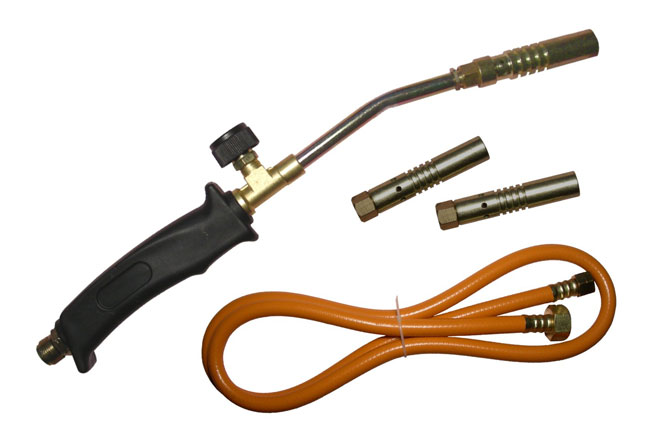
ایلومینیم بریزنگ ٹارچز
آپ کو گیس ٹارچ سے ٹانکا لگانے کا طریقہ جاننا ہوگا۔ اگر پرزوں کا رقبہ بڑا ہے اور سولڈرنگ آئرن کی کافی طاقت نہیں ہے تو برنر استعمال کریں۔ گیس کا استعمال کرنا بہتر ہے، کیونکہ گیس برنر کے ساتھ سولڈرنگ ایلومینیم کی بڑی صلاحیت ہے۔ برنر پرزوں کے جنکشن کو تقریباً ایلومینیم کے پگھلنے والے درجہ حرارت پر تیزی سے گرم کرتا ہے۔ ٹانکا لگا کر فلوکس کنکشن پر لگایا جاتا ہے، سولڈرنگ آئرن ٹپ کے ساتھ برابر کیا جاتا ہے اور سخت ہو جاتا ہے۔ جنکشن کو سولڈرنگ ایسڈ یا دیگر بہاؤ کی باقیات سے دھونا ضروری ہے۔
برنرز کے ساتھ کام کرتے وقت، آگ کی حفاظت کے قوانین کا مشاہدہ کرنا ضروری ہے. آس پاس کوئی آتش گیر مائع یا مواد نہیں ہونا چاہیے۔
کون سا بہتر ہے - ویلڈنگ یا سولڈرنگ
اس سوال کے جوابات مختلف ہو سکتے ہیں۔ ایک طریقہ یا دوسرے کا استعمال ان کے کنکشن کے بعد حصوں کے استعمال پر منحصر ہے. کار ریڈی ایٹر کو ٹانکا لگانا بہتر ہے۔ یہ طریقہ سستا اور قابل اعتماد ہے۔ دودھ کے فلاسکس اور کھانے کے دیگر ذخیرہ کرنے والے کنٹینرز کو بہترین ویلڈیڈ کیا جاتا ہے۔ ویلڈ سیون زیادہ پائیدار ہے، خاص طور پر بڑے سائز میں۔ اکثر ایلومینیم کے مرکب سے بنے پرزوں کو ویلڈ کرنا ضروری ہوتا ہے۔ گلو کے استعمال کے علاوہ عملی طور پر جوڑنے کا واحد طریقہ سلومین ویلڈنگ ہے۔
ویلڈنگ اور سولڈرنگ پر، اگر چاہیں تو، آپ اچھے پیسے کما سکتے ہیں۔ ریفریجریٹر میں ایلومینیم ٹیوبوں کو ٹانکا لگانے یا سائیکل کے فریم کی مرمت کے بارے میں سوالات اکثر سامنے آتے ہیں۔ ورکشاپوں میں، کام مہنگا ہے: سولڈرنگ پائپ - 1000 روبل. اور مزید. سولڈرنگ کے ذریعے بجلی کے تاروں کو جوڑتے وقت، وہ 15 روبل لیتے ہیں۔ ہر ایک کے لئے. سولڈرز کا استعمال کرتے ہوئے ایلومینیم کے مرکب سے بنے سائیکل کے فریم کی مرمت پر 500 روبل لاگت آتی ہے۔ پین کی مرمت پر 100 روبل لاگت آئے گی۔ ان رقموں میں ورکشاپ اور واپس مصنوعات کی ترسیل کے لیے وقت اور رقم کی لاگت کو شامل کیا جانا چاہیے۔
اس رقم کو بچانے کے لیے، آپ کو خود کو سولڈر کرنے کا طریقہ سیکھنے کی ضرورت ہے۔ ایسا کرنے کے لئے، آپ کو 700-1000 روبل کے لئے ایک کین کی شکل میں ایک گیس برنر خریدنے کی ضرورت ہے. اور ٹانکا لگانا. آپ پرانی کار ریڈی ایٹر پر سطح کا علاج اور سیوننگ سیکھ سکتے ہیں۔
ملتے جلتے مضامین: